evelyn_lin@machiningservice.cn




>
Titanium is one of the hardest materials to machine. It is also one of the most expensive. That’s why when it comes to CNC machining titanium, you need to know what you’re doing.If you want to get the best results, you need to use the right tools and techniques.
Titanium is a strong, lightweight metal with a low density. It is as strong as steel but 45% lighter. Titanium also has a very high melting point (over 3,000 degrees Fahrenheit).These properties make titanium ideal for many applications, such as aerospace engineering and medical implants. But they also make it very difficult to machine.
Titanium is a chemical element with the symbol Ti and atomic number 22. It is a lustrous transition metal with a silver color, low density, and high strength. Titanium is resistant to corrosion in sea water, aqua regia, and chlorine.
If you’re looking to machine titanium, there are a few things you need to know in order to get the best results. In this guide, we’ll cover the basics of CNC machining titanium, including the best practices for cutting, speed and feed rates, tooling selection, and more.
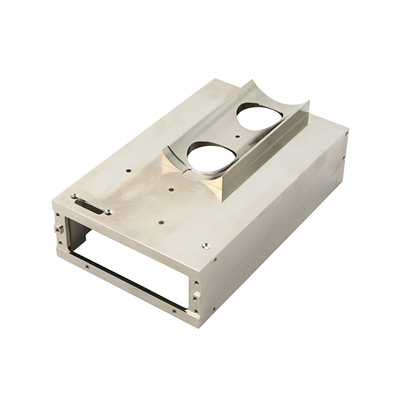





CNC machining is a process that uses computer-controlled machines to remove material from a workpiece to create a desired shape or finish. Titanium is a strong, lightweight metal that is often used in aerospace and medical applications. CNC machining titanium allows for the creation of complex shapes with a high degree of accuracy.
This process can be used on a variety of materials, including metals, plastics, and wood. Titanium is a popular choice for CNC machining because it is strong, lightweight, and corrosion-resistant.Cnc Machining Titanium is the process of machining titanium using computer numerical controlled (CNC) machine tools. Titanium is a difficult material to machine due to its high strength and resistance to wear. In order to machine titanium effectively, it is important to use high speed machining techniques and specially designed tooling.
There are many reasons why industries choose titanium for CNC machining projects. Some of the advantages of this process include:
Reduced Weight – One of the most appealing aspects of titanium is its weight. This metal is about 60% lighter than steel but just as strong. This makes it ideal for use in aerospace and other
applications where weight is a concern.
Improved Strength – In addition to being lightweight, titanium is also stronger than steel. This makes it ideal for use in applications where strength and durability are important, such as in the medical field.
-Titanium is strong yet lightweight, making it ideal for use in aerospace applications.
-Titanium does not corrode, making it ideal for use in medical implants and other medical devices.
-Titanium can be machined to very precise tolerances, making it ideal for use in precision components.
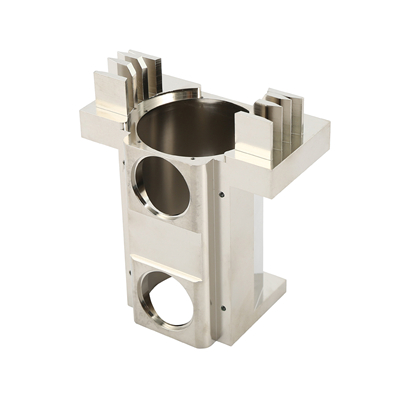
CNC Machining Titanium is a process where computer numerical controlled machines are used to remove material from a workpiece to create the desired shape. Titanium is a strong, lightweight metal that is often used in the aerospace and medical industries.
CNC Machining titanium has a variety of benefits that make it an ideal choice for a wide range of applications. Titanium is a strong,
lightweight metal that is resistant to corrosion and has a high melting point. It is also non-magnetic and has good electrical and thermal conductivity.


As titanium has gained popularity, CNC machining vendors have had to learn how to optimally machine it. Due to its physical properties, titanium can be challenging to machine. A few of the common problems experienced during titanium CNC machining are:
Titanium is a poor thermal conductor but generates a lot of heat when machined.This can cause premature tool wear due to excess generated heat exposure at the tool’s cutting edge – more of the heat generated here is absorbed by the tooling itself, rather than the generated chips.Titanium tends to smear during CNC machining which can cause machined chips to embed themselves into the tooling.This may cause edge line problems when the tooling is re-entering the titanium workpieceTitanium has a higher elasticity so it tends to have a higher risk of machining chatter from the CNC machining process.
Lower your cutting speed if you are experiencing excess heat buildup or smearing; also try to glide softly into the entry point, instead of directly feeding into the stock.
Sharpen your cutting edges if you are seeing smearing or edge line problems
Perform frequent tooling inspection and maintenance or replacement when machining titanium and replace cutting edges when you first see wear
Fine tune your feed rates, likely based on trial and error; this may help to reduce heat buildup or smearing as well Utilize a high pressure, large flow volume of coolant with a preferred spindle and tool setup.
Reduce radial engagement to reduce the time that the cutting edge can generate heat, therefore allowing it to cool before the cutting tool re-enters the titanium workpiece.
This may also allow for an increase in surface speed, without impacting tooling temperature significantly.
Ensure every single piece of equipment that completes the machining setup, including the workpiece itself, are all stable. Stability and rigidity in the setup will reduce vibrations, tolerance issues and heat generation.
Utilize conventional, or climb milling, to produce a greater amount of material at the entry point of the mill (for greater heat transfer to the chip) and thinner amount of material at the exit point of the mill lower the risk of chip adhesion issues .
Design in chamfers where you can to reinforce tip .
Pay attention to axial depth: change it for each cut, to prevent tooling oxidation; also follow the ratio 8:1 around thin walls or unsupported features to avoid deformation.
Has about 20 years of proven precision
in manfacturing
Processing technology
Boyang Hardware Technology Co.,LTD
Support By Hangzhou Great Master
Contact Deatils